Value Engineering Services
Plastic Injection Mold Making in the USA

 3 Axis -CNC Machining
3 Axis -CNC MachiningWe specialize in manufacturing custom steel tools manufactured for plastic injection molding. Our machine and tooling shop in Austin specializes in plastic injection mold makings as well as plastic injection mold support and repair.
We manufacture steel plastic injection molds in the US or China that are multi-cavity molds, unscrewing molds, closure molds, hot-runner molds, and stack molds among others.We are a plastic injection mold manufacturer capable of making tools to Class 101 standards or over 1,000,000 cycles. Our tooling and molding facilities in the U.S. and China allow Cypress Industries to provide global tooling and molding solutions for our customers by exporting our tooling to countries all over the world.
Fiber Optic Loopback Test Fixtures include custom configurations for single and multi-port SC Test Fixtures (sometimes referred to as GBIC Test Fixtures), LC Test Fixtures (sometimes referred to as Small Form Factor Test Fixtures), MTRJ Test Fixtures and others, upon request. Attenuated Test Fixtures are available for any of the models listed. Test fixtures may either be, Loopback (optical signal loops back within connector or test fixture device) or port-to-port (where the optical signal loops from one test fixture to another with a cable between them).
 Plastic Injection Mold with
Plastic Injection Mold with 6 Slides

 Plastic Injection Mold with
Plastic Injection Mold with Slides

 Plastic Tool with 8 Slides
Plastic Tool with 8 SlidesCopper Cable Test Fixtures include custom configurations for multi-port RJ45 Loopback Test Fixtures, DB9 Test Fixtures, Telco or Centronics 50 Test Fixtures, SCSI Test Fixtures and others, upon request.
Cypress Industries has also designed Fiber Optic and Copper test fixture devices for our test fixtures. This will allow you to quickly determine if an operator error has been made in the testing process. LEDs will illuminate when ports are working properly. Custom handling and storage fixtures are also available for the test fixtures listed. These will also expedite the testing process by decreasing handling times.
Cypress Industries has experienced plastic injection mold making engineers and machinists in the USA who can work with you during your tool build to assist you with:

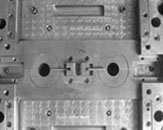
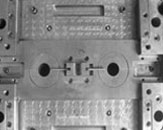
 US Mold Unassembled
US Mold Unassembled
 EDM Organic Feature
EDM Organic Feature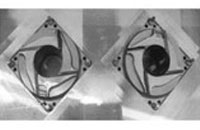
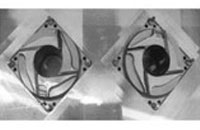 Fan Blade Tool with 0.01mm
Fan Blade Tool with 0.01mm Tolerances
- Part Design for Manufacturability(DFM)
- Choosing a Texture
- Verifying Tolerances
- Cycle time improvements
- Tool Lifetime
- Moldflow analysis
- Review of final tooling designs
- Slide selection & options
- Tooling & Production in US vs China
- Cooling System Options
- Materials & Resin Selection
- Identifying Critical Dimensions
- Gate Placement and Options
- Hot Runner options and cost benefits
- Draft requirements
- Potential flow issues
- Tool Material/Steel Selection
- Safety features for US vs China
- Runner system selections
Our plastic injection mold making engineers have a full checklist they utilize for every tool design and tool build. Customers are welcome to have as little or as much involvement in the process as they like.
Our US plastic injection tooling and mold making volumes have slowed in recent years due to the high quality and efficiency of our China plastic injection mold making facility. In China we are able to manufacture P20 or H13 steel tools at 1/3 to 1/2 the cost of aluminum tools in the USA. Therefore in an effort to better serve our customers and deliver a better product we have begun to exclusively build steel tools in the US and China. Utilizing a more efficient system it allows us to manufacture a steel tool in the same timeframe as an aluminum tool, while providing a better finished product at a lower cost.
Cypress Industries builds tooling and molds for long and short production runs. To save time and expense many of our customers specify our in-house steel insert mold system for their molded parts, or decide to do small runs of machined plastics. For plastic injection mold making in the US for short-run rapid prototype mold, MUD (Multiple Unit Dies) can be utilized. This allows us to use our standard framework for tools to save costs, but create a custom machined insert for your part. We are able to manufacture these inserts in both the USA or China to save costs, and assemble the units in the US and run production. Because MUD units with inserts are steel tools they are more reliable and can be used for higher volume production. In some instances they may not be the most economical choice for unit prices. Once volumes escalate, multi-cavity tools, or molds with hot runner and improved cooling systems should be utilized to lower cycle times, therefore lowering piece part costs.
For customers in need of quick prototypes, for modeling and proof of design or concept, we offer rapid prototyping capabilities in our plastic injection molding factories in the US. These can be done with rapid prototype tooling utilizing MUD units and inserts, or with SLA or SLS processes in addition to machining plastics. Our rapid prototyping, SLS and custom molding and plastics machining capabilities can get our customers’ new designs in solid form in a short amount of time.
Cypress Industries can design and manufacture our clients’ custom die’s, tools and molds to their specifications, reverse engineer existing parts or produce new molds from their CAD files. Because we are one of the premier plastic injection mold makers in the US, we are very proficient at reverse engineering many types of parts. We have many different 3D design software platforms to adapt to our customers’ systems. Digital data files and computerized machining are used almost exclusively for tooling of custom molds.
We manufacture plastic injection tools to many standards including DME and if required by customers and can use any required components whether metric or standard for bases, ejector pins, core pins, ejector sleeves, mold and die components, hot sprue bushings, hot runner systems and temperature control systems to ensure availability of interchangeable components at the tools final destination.
While aluminum tools are faster to machine, requiring less labor hours and typically lower costs, they can be problematic to use for plastic injection molding. Because the metal is much softer than steel, running aluminum tools must be done on manual mode to prevent “crashing the tool” which can happen frequently with aluminum tools. If a part sticks in an aluminum tool and the molding machine cycles it can crush the next shot and existing part together causing it to deform the soft aluminum tool. Thus you may lose all the features in your aluminum tool and be forced to remachine the time consuming features in your tool. With steel tools, because of the hardness of the material, this is typically not a problem and will require little to no rework. Aluminum plastic injection molding tools typically are able to run for 1,000-20,000 cycles depending on the size of the part, type of resin and features of the part. A similar steel tool can run for 300,000-1,000,000 cycles depending on the same factors above. Therefore, for plastic injection molding a steel tool is much more desirable than an aluminum tool.

 2 Cavity Unscrewing MoldLarger Mold in Process
2 Cavity Unscrewing MoldLarger Mold in Process



